Práškové lakování: vše, co potřebujete vědět
Holý kus kovu nepůsobí ani přitažlivě, ani není dostatečně chráněn před vlivy, jako je koroze nebo poškrábání. Práškové lakování je proces, který mechanicky a vizuálně vylepšuje povrch nanesením práškové barvy. V současnosti se prášková barva aplikuje na mnoho předmětů každodenní potřeby, jako jsou okna, dveře, nábytek a fasády. Tato technologie se však často používá také pro průmyslové stroje a části vozidel. Nejnovější inovace nyní umožňují také povrchovou úpravu nekovových povrchů, jako jsou plasty, dřevo, keramika nebo sklo.

Co je práškové lakování?
Práškové lakování znamená povrchovou úpravu povrchů práškovou barvou, která se nanáší na podklad elektrostatickým nabíjením a poté se roztaví a vytvrdí v peci. Tento proces je vhodný pro povrchovou úpravu kovových i nekovových povrchů. V praxi tento proces často probíhá automaticky prostřednictvím dopravníkových systémů.

Pojivo
Pojivo tvoří základ každého práškového laku a určuje nejdůležitější vlastnosti ohledně struktury povrchu a tvrdost budoucího nátěrového filmu. Často se používají syntetické živice, které mají termosetové vlastnosti, např:
- epoxidové živice
- polyesterové živice
- polyuretanové živice
- akrylové živice
- hybridní systémy
Pigmenty a Barviva
Pigmenty jsou organická nebo anorganická barviva, která jsou nerozpustná v médiu, které barví. Jsou rovnoměrně rozmístěny v pojivu, tedy rozemleté. Typ použitého pigmentu určuje faktory, jako je barevný tón, krycí schopnost, intenzita barvy a světlostálost. Naproti tomu jiná barviva se zcela rozpouštějí v aplikačním médiu, a tím jej zabarvují.
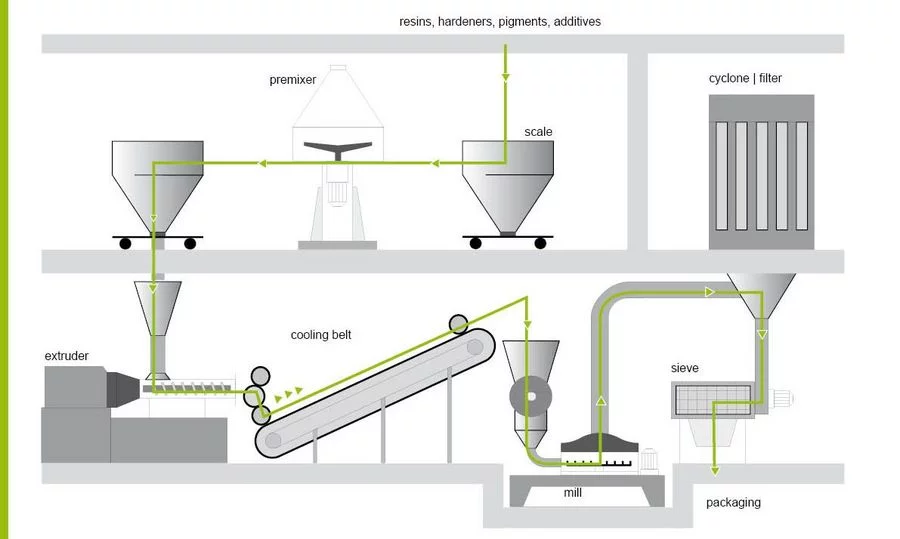
1. Vytvoření receptury: Ne všechny práškové barvy jsou stejné a požadavky na práškové barvy se také liší. Proto je správná receptura první prioritou ještě před výrobou. Ta se speciálně upravuje podle požadavků zákazníka a konečného použití.
2. Vážení: V dalším kroku se množství z receptury správně odváží do nádoby. Rozdíly v hustotě a velikosti částic zatím nemají význam.
3. Míchání: Odvážené suroviny se ve speciálním stroji promíchají horizontálně i vertikálně. Otáčky míchacího nástroje a čas míchání jsou přesně definovány.
4. Vytlačování: Směs se následně roztaví v extrudéru. Cílem vytlačování je vyrobit homogenní hmotu. Toho se dosáhne pomocí tepla a střižných sil, které se vytvářejí ve stroji.
5. Chlazení: Poté, co hmota opustí extruder, ochladí se na chladicím pásu a vyválcuje se.
6. Mletí: Vytvrzený, ochlazený extrudát se v prvním kroku rozdrtí na hrubé chipsy (10 až 20 mm) a poté se ve fázi jemného mletí rozemele na mikrometrové rozměry, aby se vyrobil práškový lak.
7. Prosévání: Předtím, než prášek opustí mlýn, se ze směsi odfiltrují příliš hrubé částice a jemné částice pomocí sít a odsávání.
8. Plnění: V závěrečné fázi se hotový prášek plní podle hmotnosti a balí do vzduchotěsných obalů.

1. Předúprava: Obrobek se zbaví prachu, okují, rzi, mastnoty, špíny a jakýchkoli vrstev oxidů (např. na hliníku). Zde se rozlišuje mezi chemickými a mechanickými procesy předúpravy. Během předúpravy se na obrobku vytvoří i konverzní vrstva, aby se zvýšila protikorozní ochrana základního materiálu a zlepšila přilnavost práškové barvy. Obrobek se pak musí nechat vyschnout.
2. Nanášení barvy: Pomocí práškové stříkací pistole se prášková barva nanáší na povrch obrobku, který se uzemní prostřednictvím nosiče obrobku. Za každou cenu musí být zabráněno vniknutí prachu a nečistot. Prášková stříkací pistole vytváří nabitý oblak prášku. To způsobuje, že částice barvy elektrostaticky přilnou k obrobku a vytvoří vrstvu.
3. Vytvrzování: Následně se práškový nátěr vypálí nebo vysuší v peci při teplotách od 110 do 250 °C. Doba vypálení závisí na materiálu práškového nátěru. V závislosti na materiálu práškového laku závisí celkové trvání vypalování na různých faktorech, jako je doba ohřevu, tloušťka obrobku a doba zdržení.



Typické chyby při práškovém lakování
Chyby se stávají – i při práškovém lakování. Vysoce kvalitní prášek poskytuje dobrý základ pro optimální nanášení. Aby nedošlo k selhání celého procesu, je důležité, aby lakýrníci znali možné chyby a minimalizovali rizika. V příručce TIGER Troubleshooting Guide a na našem playlistu na YouTube jsme shrnuli nejčastěji se vyskytující vzorové chyby – včetně způsobů jejich odstranění!
Přehled nejtypičtějších vzorů chyb:
Při aplikaci
- Slabá fluidizace
- Padající prášek
- Rozdíly v tloušťce vrstvy
Povrchové vady
- Tečky prášku na obrobcích
- Krátery
- Vpichy
- Efekt rámu obrazu
- Tvorba kapek / Stékání
- Efekt pomerančové kůry
Optické a mechanické chyby
- Barevné odchylky
- Změna úrovně lesku
- Zhoršení mechanických vlastností
- Ztráta chemické odolnosti
Barvy a Efekty
Práškové laky jsou k dispozici ve všech druzích barev, struktur a úrovní lesku. Výrobci při výběru často vycházejí z barevného systému RAL. Přidáním speciálních pigmentů lze dosáhnout jedinečných efektů, jako jsou metalické, flip-flop nebo dormantní, jakož i povrchové struktury, které lze cítit hmatem.

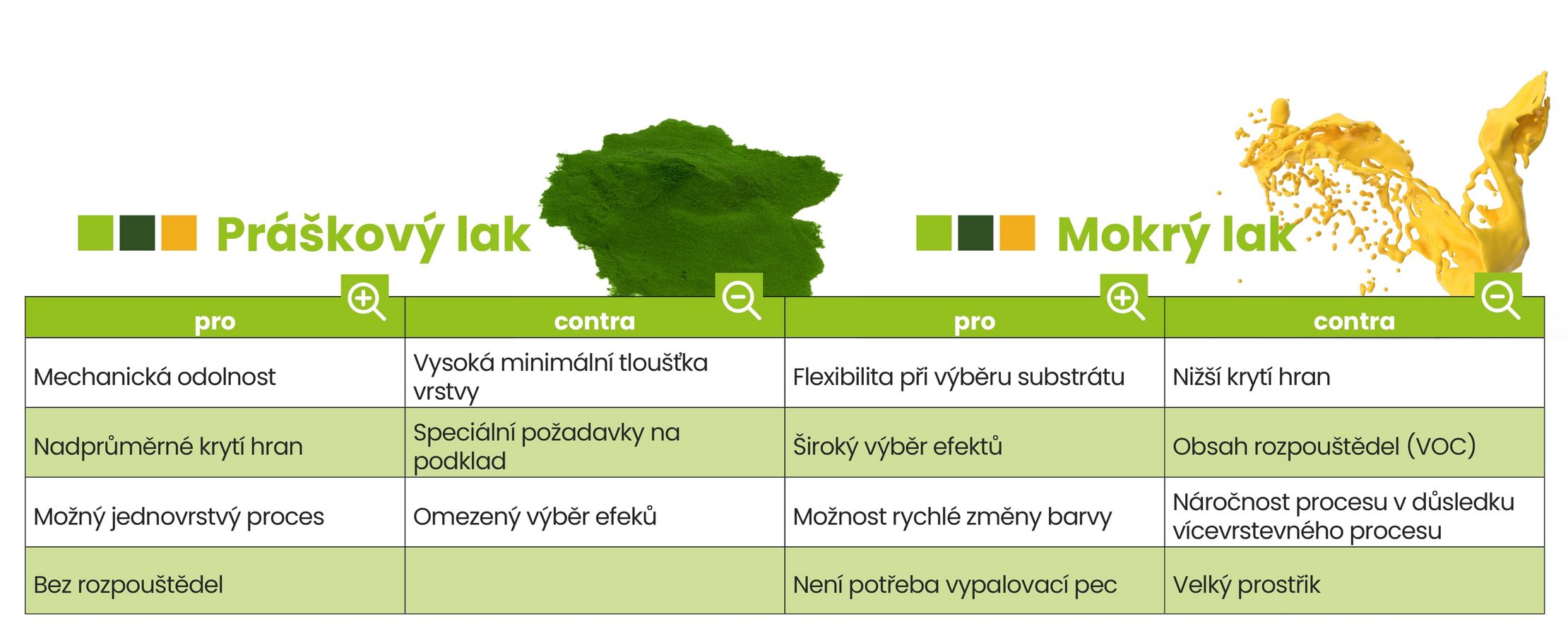
Rozdíly oproti mokrému lakování
Vzhledem k rozdílům mezi mokrou a práškovou barvou je v závislosti na aplikaci jedna technologie vhodnější než druhá.

Práškové lakování a životní prostředí
Práškové laky neobsahují toxické těžké kovy, jsou bez rozpouštědel, a proto se z nich během nanášení nátěru nebo vytvrzování neuvolňují těkavé organické sloučeniny (VOCs). To se odráží také ve stopě CO2, kde práškové laky mají nejnižší hodnoty ze všech dostupných nátěrových řešení.
To znamená, že na rozdíl od mokrých barev na bázi rozpouštědel je prášková barva sama o sobě ekologická a nabízí nejvyšší kvalitu i vynikající vlastnosti.
V souvislosti se Zelenou dohodou dělá společnost TIGER v rámci své iniciativy GREEN TIGER vše, co je v jejích silách, aby ještě více zvýšila environmentální vlastnosti práškových výrobků TIGER a posunula vpřed energetickou transformaci.