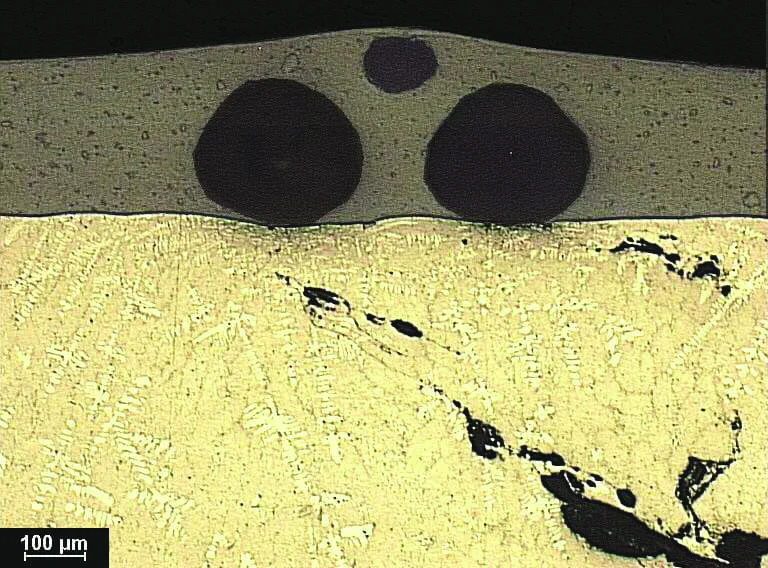
Vypouštění plynů popisuje únik plynů nebo vzduchu z pevných nebo kapalných materiálů. Zejména porézní kovové substráty, jako je železo, ocel nebo hliník, mají tendenci uvolňovat plyny během procesu vytvrzování v peci. Ty se mohou zachytit v práškovém nátěru a způsobit narušení povrchu, například puchýře nebo dírky. Tím se také snižuje přilnavost povlaku. Jelikož v těchto případech je třeba obrobek opětovně opracovat, je o to důležitější odstranit plyny a nečistoty ze substrátu v rámci důkladné předběžné úpravy.

Proč dochází k odplynování?
Odplynování může mít různé příčiny:
- Odlitky: V pískových i tlakových odlitcích může být v materiálu zachycen vzduch nebo plyny. Nejčastěji k nim dochází při ochlazování roztaveného kovu.
- Pozinkované podklady: K úniku plynů může dojít i při nanášení práškové barvy na pozinkovaný podklad. Například při styku zinku s ocelovým podkladem vzniká plynný vodík, který se uvolňuje během procesu vytvrzování.
- Znečištění povrchu: Olej, mastnota nebo jiné organické zbytky mají tendenci odpařovat se během vytvrzovacího cyklu a způsobovat povrchové vady.
- Tloušťka povlaku: Nadměrná tloušťka povlaku může také vést k odplynění.
Jak zabránit odplynování?
Pro odplynování podkladů před nanášením práškové barvy doporučujeme následující postup:
- Podklad zahřejte na teplotu alespoň o 20°C vyšší, než je doporučená vypalovací teplota dílu (PMT) uvedená v technickém listu (TDS) pro daný nátěr.
- Nanášejte nátěr na díl před jeho ochlazením na teplotu okolí. Zabráníte tak opětovnému pronikání vzduchu do porézního substrátu.
- Vyčistěte povrch. Jednotlivé díly musí být zbaveny nečistot, jako jsou oleje, tuky a jiné organické látky.
- Zajistěte, aby byla dodržena tloušťka nátěru uvedená v technickém listu (TDS) pro práškové lakování.
- Používejte práškové laky vhodné pro odplynování substrátů.

Back to overview