Powder Coatings for Data Centers and Server Racks

As the density and scale of North American digital infrastructure accelerates, the physical protection of hardware has become just as critical as the software running on it. Powder coating for data centers is a thermally cured, solvent-free finishing process applied electrostatically to metal server racks, network cabinets, and electrical enclosures. The cured film is a dense, cross-linked polymer that resists chipping, corrosion, and chemical exposure without releasing volatile organic compounds (VOCs). It is the industry-standard finishing method for data center infrastructure in North America because no alternative delivers the same combination of mechanical durability, process cleanliness, and long-term performance.
This guide covers why powder coating is specified for data center hardware, the performance requirements engineers should evaluate when selecting a system, how it compares to liquid paint and anodizing, and which components it protects.
Why Powder Coatings Are Used in Data Centers and Server Racks
Data centers look controlled, but they are mechanically demanding environments. Rails slide in and out of racks hundreds of times over the life of a facility. Blade servers are hot-swapped under load. Cable trays get pulled and re-routed. The finish on every metal surface takes continuous contact, vibration, and periodic cleaning. It has to stay intact, because a degraded finish means unplanned maintenance, premature component replacement, and the kind of downtime that data center operators measure in dollars per minute.
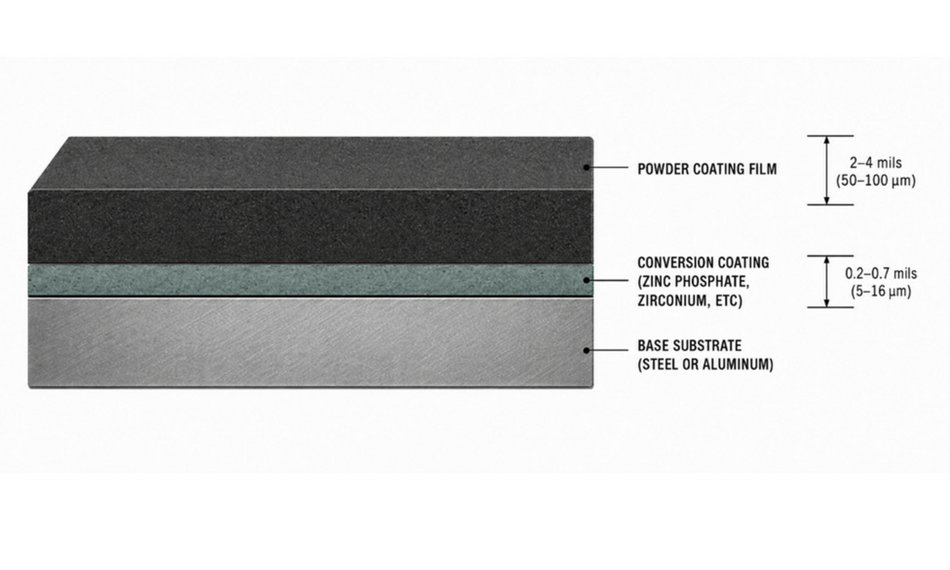
The electrostatic application process deposits powder uniformly across complex rack geometries, and the curing step fuses it into a film that is thicker than air-dried liquid coatings.
The process also fits the environmental requirements of modern OEM manufacturing. Powder generates no solvent waste, produces negligible VOC emissions, and allows overspray to be reclaimed and reused rather than disposed of as hazardous material. For OEMs supplying to data center operation providers and hyperscale operators with LEED commitments or corporate sustainability targets, that matters at the procurement stage, not just in production.
Key Coating Requirements for Data Center Enclosures
Specifying powder coating for server racks and electrical enclosures requires more than choosing a standard industrial powder. Each performance dimension below maps to a real failure mode in data center service.
Scratch and mar resistance
A finish that abrades down to bare metal on a rack rail creates an oxidation point that initiates rust formation on steel substrates, compromising the structural integrity of the component over time. High-performance coatings for electronics enclosures should be tested to ASTM D3363 (pencil hardness) and ASTM D 3359 method B (cross-hatch adhesion) to confirm the film can withstand the mechanical wear of rail contact, blade installation, and routine maintenance without exposing the substrate.
Corrosion resistance
Even in climate-controlled data halls, moisture is a real risk. Fire suppression discharge, condensation during power events, and humidity from coastal facilities all create corrosion conditions that a marginal coating will not survive. Corrosion-resistant coatings for server racks should be validated to ASTM B117 salt spray testing: 500 hours minimum for interior steel racks, 1,000 hours or more for outdoor electrical enclosures.
One point that often gets missed: salt spray performance is a function of the pre-treatment system as much as the powder itself. Multi-stage zinc phosphate or zirconium-based conversion coatings significantly improve adhesion and barrier performance. Specify the pre-treatment alongside the powder, not separately.
ESD control
Standard powder coatings are electrically insulating. Ideal for surfaces near sensitive PCBs and optical connections, that can allow static charge to accumulate. Electrostatic dissipative powder formulations maintain surface resistivity between 106 and 10⁹ ohms, which is enough to prevent hazardous discharge without affecting the corrosion protection of the finish system. Verify ESD properties are stable post-cure and after repeated cleaning.
Gloss, texture, and cleanability
Low-gloss finishes (10 to 30 GU at 60°) are preferred in active data halls because high-gloss surfaces produce glare under LED overhead lighting that makes reading rack labels and port labels genuinely difficult. Fine-texture powders conceal fingerprints and handling marks. Cleaning resistance should be verified to ASTM D1308 against the isopropyl alcohol-based and quaternary ammonium agents used in white-space maintenance.
Powder Coating vs Liquid Paint for Server Rack Applications
Liquid paint and anodizing each retain a role in specific scenarios, but powder coating is the right choice for the vast majority of server rack coating and data center enclosure coating applications.
| Powder Coating | Liquid Paint | Anodizing | |
| Impact resistance | Excellent: flexible film stays intact | Moderate: brittle when fully cured | Good: hard but can flake at edges |
| Corrosion resistance | Excellent: dense cross-linked barrier | Good: degrades with moisture exposure | Excellent on aluminum only |
| VOC emissions | None: dry process | High: solvent-based | Low |
| Metal compatibility | Steel, aluminum, mixed assemblies | Any substrate | Aluminum alloys only |
| ESD / anti-static options | Yes: specialty formulations available | Limited | No |
| Rework and waste | Low: overspray is reclaimed | Higher: solvent hazardous-disposal required | Moderate |
Liquid paint is the correct call in two situations: assemblies with temperature-sensitive components (pre-wired panels with embedded thermoplastic connectors) that cannot survive the 350° to 400° F cure cycle, and data center operator environments where a mirror-gloss brand finish is a client requirement. Outside those two cases, powder wins on durability, waste, and cost at scale.
Anodizing comes up frequently for aluminum rack extrusions because of its hardness and clean appearance. Modern data center racks routinely combine aluminum extrusions with cold-rolled steel structural members. Powder coating applies consistently across mixed-metal assemblies, producing a uniform data center enclosure coating appearance regardless of what the underlying metal is.
Common Data Center Components Protected with Powder Coatings
Powder coating for data center infrastructure covers most of the metal in a facility, not just the racks. Each component type has distinct requirements.
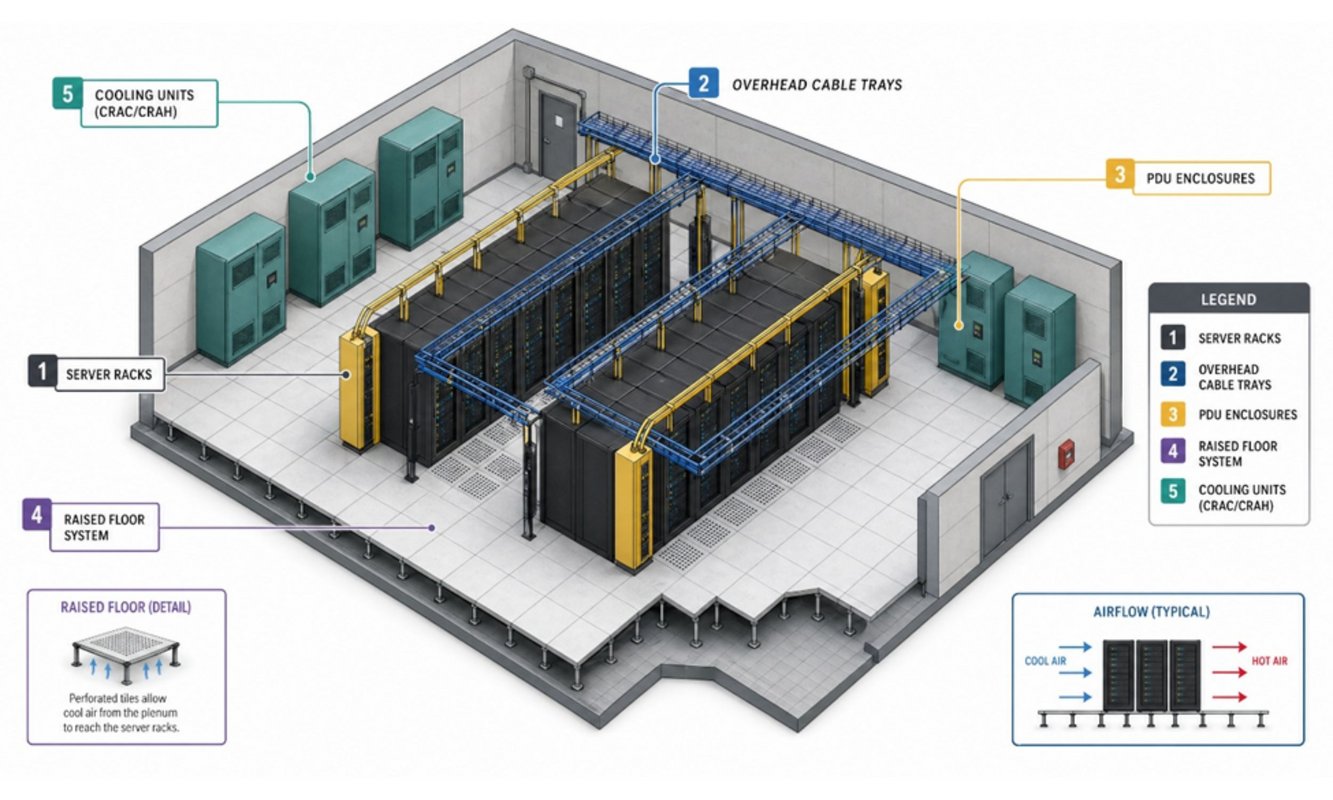
Server racks and network cabinets:
- Standard 19-inch open-frame racks, enclosed cabinets, and custom enclosures. The finish needs scratch resistance for continuous rail contact and color consistency across large, multi-year deployments where a rack ordered in year four has to match the ones installed in year one.
Cable trays and ladder rack:
- High-abrasion overhead routing systems where cables are pulled and repositioned repeatedly.
Switchgear and electrical enclosures:
- PDU frames, transformer enclosures, and busway covers with UL listing requirements. Outdoor edge data center electrical enclosures fall under UL 1332 and require extended UV and salt spray performance.
Cooling infrastructure:
- CRAC/CRAH housings, in-row cooling frames, and aisle containment structures. As direct liquid cooling deployments grow, manifolds and distribution units add glycol-resistance requirements to the standard cleaning-agent resistance specs.
Raised floor systems:
- Panels, pedestals, and stringers that handle point-load equipment traffic and regular chemical cleaning. Epoxy-polyester hybrid powders are standard for the combination of impact resistance and chemical durability required.

TIGER's Powder Coating Solutions for Data Center OEMs
TIGER Coatings manufactures powder coating systems for data center infrastructure and IT enclosure production. The North American technical team works with OEMs, contract manufacturers, and systems integrators to specify and qualify systems for specific applications, from standard server cabinet coatings to anti-static and flame-retardant enclosure finishes.
The product range for data center applications covers epoxy-polyester hybrid systems for interior scratch resistance, TGIC and TGIC-free polyester powders for corrosion-resistant server rack coatings with validated salt spray performance, anti-static formulations for ESD-sensitive enclosures, and color matching services for OEMs managing multi-source supply chains where finish consistency is a contractual requirement.
Technical support includes film thickness and cure profile optimization, performance testing coordination, and application trials for OEMs transitioning from liquid finishing. Contact TIGER's North American team to discuss requirements, request samples, or schedule a qualification consultation.
Specify the right system for your application
TIGER's technical team works with data center OEMs and contract manufacturers to develop and qualify powder coating systems for server racks, network cabinets, and electrical infrastructure.
Reach out to discuss your application, request samples, or get specification support.
Frequently Asked Questions: Powder Coating for Data Centers
Epoxy-polyester hybrid powders are the most common choice for interior data center applications. They balance hardness and flexibility, resisting the abrasion of rail and blade contact without fracturing under mechanical stress.
A minimum of 500 hours per ASTM B117 for interior steel racks. Outdoor electrical enclosures should meet 1,000 hours or more. Pre-treatment type significantly affects the result; zinc phosphate or zirconium conversion coatings are recommended.
Yes. Powder coating applies consistently across steel, aluminum, and zinc die-cast components in the same assembly. Anodizing cannot, which is why powder coating is the practical choice for mixed-metal server rack fabrication.
Low-gloss or matte finishes, typically 10 to 30 GU measured at 60 degrees. High-gloss surfaces produce glare under LED overhead lighting that impairs technician visibility when reading rack and port labels.