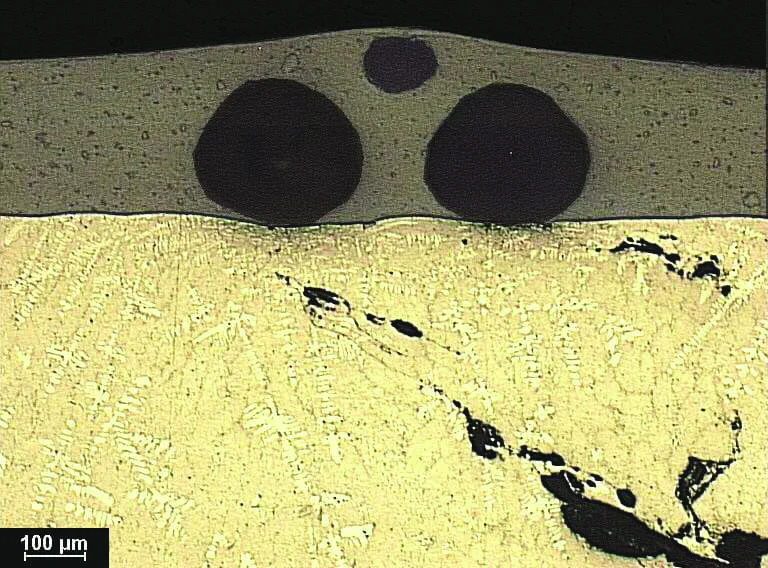
Odgazowanie opisuje uwalnianie gazu lub powietrza, które zostało rozpuszczone, uwięzione lub wchłonięte przez materiał. Lakiernicy proszkowi mogą napotkać szczególne problemy związane z odgazowywaniem podczas pracy z porowatymi podłożami metalowymi, takimi jak żelazo, stal i aluminium. Materiały te mają tendencję do uwalniania gazów po podgrzaniu podczas procesu utwardzania. Gazy te mogą następnie zostać uwięzione pod powłoką proszkową i tworzyć defekty, takie jak pęcherzyki lub kratery. Konsekwencją jest utrata przyczepności międzywarstwowej. W takich przypadkach wymagana jest ponowna obróbka. Dlatego gazy i zanieczyszczenia muszą zostać usunięte z podłoża przed malowaniem proszkowym.

Dlaczego dochodzi do odgazowania?
Istnieją różne czynniki prowadzące do powstawania tego zjawiska:
- Odlewy: Zanieczyszczenia są uwięzione w materiale odlewniczym podczas procesu odlewania zarówno odlewów piaskowych, jak i kokilowych. Zanieczyszczenia te mogą pochodzić z powietrza uwięzionego podczas procesu odlewania lub gazu powstającego podczas chłodzenia stopionego metalu.
- Podłoża ocynkowane: Odgazowanie może również wystąpić podczas nakładania powłoki proszkowej na powierzchnię ocynkowaną. Proces nakładania cynku na stalowe podłoże wytwarza gazy (wodór), które mogą zostać uwięzione, a następnie uwolnione podczas procesu utwardzania.
- Zanieczyszczenie powierzchni: Olej, smar lub inne pozostałości organiczne (materiały) mają tendencję do odparowywania podczas cyklu utwardzania i tworzenia defektów powierzchni.
- Grubość powłoki: Zbyt duża grubość powłoki może prowadzić do odgazowywania podczas cyklu utwardzania.
Jak zapobiegać odgazowaniu
Aby odgazować podłoże przed malowaniem proszkowym, należy wykonać następujące kroki:
-
Podgrzać podłoże do temperatury co najmniej 20 °C (68 °F) wyższej niż temperatura części metalowej (PMT) w oparciu o arkusz danych technicznych (TDS) dla powłoki.
-
Pokryć część, zanim ostygnie do temperatury otoczenia. Zapobiega to ponownemu przedostawaniu się powietrza do porowatości podłoża.
-
Oczyść powierzchnię. Części muszą być wolne od zanieczyszczeń, takich jak olej, smar i inne substancje organiczne.
-
Upewnij się, że grubość powłoki nie przekracza specyfikacji technicznej farby proszkowej (TDS).
- Podczas powlekania należy używać proszków niegazujących.

Back to overview