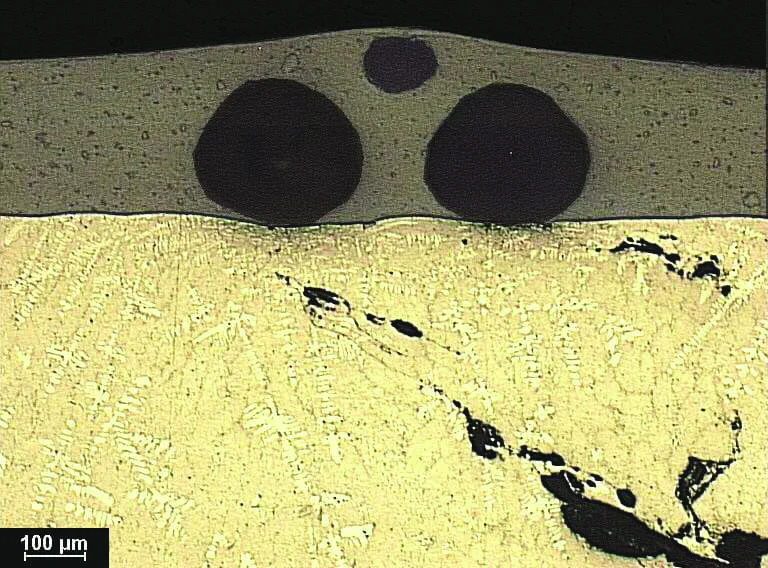
La desgasificación describe el escape de gases o aire de materiales sólidos o líquidos. En particular, los sustratos metálicos porosos, como el hierro, el acero o el aluminio, tienden a liberar gases durante el proceso de curado en el horno. Estos gases pueden quedar atrapados en la pintara y puede provocar alteraciones en la superficie, como burbujas o pinchazos. Esto también reduce la adherencia del recubrimiento. En estos casos dado que hay que repasar la pieza, es muy importante eliminar los gases y las impurezas del sustrato mediante algun pretratamiento.

¿Por qué se produce la desgasificación?
La desgasificación puede tener varias causas:
- Las piezas fundidas: Tanto en la fundición de piezas moldeadas en arena como en la fundición de piezas moldeadas a presión, el aire o los gases pueden quedar atrapados en el material de fundición. La mayoría de las veces esto ocurre cuando el metal fundido se enfría.
- Sustratos galvanizados: La desgasificación también se puede producir cuando el recubrimiento en polvo se aplica a un sustrato galvanizado. Cuando el zinc entra en contacto con un sustrato de acero, por ejemplo, se produce gas hidrógeno que se libera de nuevo durante el proceso de curado.
- Contaminación de la superficie: El petróleo, la grasa u otros residuos orgánicos tienden a evaporarse durante el ciclo de curado y provocar defectos en la superficie.
- Espesor de la superficie: Un espesor demasiado elevado también puede provocar desgasificación.
¿Cómo evitar la desgasificación?
Para desgasificar los sustratos antes del recubrimiento en polvo, se recomienda el siguiente procedimiento:
- Caliente el sustrato a una temperatura al menos 20 °C superior a la temperatura del metal de la pieza (PMT) especificada en la ficha técnica (TDS) del recubrimiento.
- Recubra la pieza antes de que se enfríe a temperatura ambiente. Esto evitará que el aire vuelva a entrar en el sustrato poroso.
- Limpie la superficie. Las piezas deben estar libres de contaminantes como petróleo, grasas y otras sustancias orgánicas.
- Asegúrese de que se respeta el espesor de capa especificado en la ficha técnica (TDS) para el recubrimiento en polvo.
- Utilice recubrimientos en polvo de baja emisión de gases.

Para el recubrimiento de sustratos metálicos porosos ofrecemos recubrimientos en polvo especiales que reducen la desgasificación (OGF). Además de nuestros productos almacenados, estas propiedades también se pueden formular específicamente para imprimaciones o pinturas de acabado únicas. También es posible trabajar con nuestro aditivo OGF, que se añade al polvo in situ para mitigar los efectos de la desgasificación.
Back to overview
Back to overview